根据有关部门要求,2019年1月1日,全国范围内实施车用汽柴油国Ⅵ标准。相比国Ⅴ标准,国Ⅵ在限制要求上提升了40%~50%,此外还增加了实际道路行驶排放测试、排放保质期等新技术要求。
中国化工报记者近日采访了解到,国Ⅵ来袭,黑龙江省三大主要炼化企业——哈尔滨石化公司、大庆石化公司、大庆炼化公司稳步推进油品质量升级工作,目前均已做好国Ⅵ车用汽柴油质量升级工作。
哈尔滨石化:优化工艺增产增供
9月中旬,哈尔滨石化油品计划员将出厂质量合格单交到销售公司销售人员手中。合格单显示,公司0号柴油和92号、95号车用汽油供应全部为国Ⅵ标准。
今年年初,哈尔滨石化对照国家国Ⅵ汽柴油产品升级置换时间表,成立了提前完成国Ⅵ汽柴油升级置换优化小组,结合中国石油炼化板块国Ⅵ汽柴油需求及置换时间要求情况,严格按照9月份实现柴油全部国Ⅵ、汽油2万吨以上国Ⅵ产品为节点,开展油品质量升级工作。
从6月份开始,哈尔滨石化完成了国Ⅵ标准柴油质量分析、确定各馏出口质量指标及柴油单牌号调和方案,具备了国Ⅵ柴油生产能力。同时各专业部门密切沟通配合,积极做好数据梳理和分析,先后完成了95号国Ⅵ车用汽油调和试验,制定完成烷基化开工前92号国Ⅵ乙醇、车用汽油及95号国Ⅵ车用汽油调和方案,对实际生产问题进行梳理、解决存在问题。
今年8月,哈尔滨石化生产、科技、规划、质检等单位共同配合,组织完成国Ⅵ汽柴油试生产,相应牌号汽柴油实现国Ⅵ标准供应。
为满足国Ⅵ高标号车用汽油市场需求,他们通过优化催化汽油加氢、连续重整反应操作,挖掘MTBE罐存潜力,优化产品质量卡边控制,同时采取MTBE装置提前开车,组织减产92号国Ⅵ车用汽油等手段,实现了增产1万吨95号国Ⅵ车用汽油、达到月产2万吨的目标,做好了质量升级阶段高标号汽油的增产、增供工作。
大庆石化:比国家要求提前3个月
9月20日,刚刚经历过大检修再恢复生产的大庆石化炼油厂5532吨国Ⅵ标准0号柴油顺利出厂,车用柴油率先达到国Ⅵ标准,比国家要求提前3个月。
为加快油品质量升级步伐,大庆石化利用今年大检修与千万吨炼油改扩建时机,对年产130万吨柴油加氢脱硫装置反应器内的催化剂进行更换和再生,对连锁程控系统进行精度调配,同时做好压缩机、反应器、原料泵等关键设备的数据收集,以及上下游生产装置的协调衔接。而在此之前,他们已经提前制定国Ⅵ标准柴油生产方案,根据年产120万吨柴油加氢精制、130万吨柴油加氢脱硫装置馏出口质量情况,优化分馏塔操作,精心计算合理调整原料配比。
恢复开工生产之时,该厂调整装置工艺参数,提高反应深度,控制反应温度。经过严格的油品调和,其国Ⅵ标准0号柴油总污染物在10毫克/千克、多环芳烃含量控制在5.8%,远低于国家标准,各项指标全部在控制指标范围内,质量合格稳定。
大庆炼化:提温降轻同时进行
为确保汽油加氢装置平稳过渡到国Ⅵ工况,大庆炼化提前组织编写了《汽油加氢装置轻汽油抽出比例调整操作方案》,7月底将汽柴油加氢装置调整为国Ⅵ汽油生产工况。
“汽油加氢装置的主要产品为轻汽油和重汽油,是公司调和国Ⅵ汽油的重要组分。为使装置产品质量全面符合调和要求,我们同时进行反应器提温和降低轻汽油收率工作。操作工以勤调慢动为原则,用3天时间分别将加氢脱硫反应器及其后处理器入口温度提高了5℃、6℃,轻汽油收率逐渐由40%降至35%。调整操作时,我们时刻注意分馏塔气、液相变化,保证塔压稳定,保障装置平稳过渡。”汽柴油加氢车间主任李策宇介绍道。
调整后,重汽油烯烃含量平均下降4.15%,满足国Ⅵ汽油调和要求,反应器温升正常,装置生产平稳。
“下一步,我们还将利用明年装置大检修对汽油加氢装置进行改造,进一步降低辛烷值损失。”李策宇表示。(记者 赵凤莉)
转自:中国化工报

版权及免责声明:凡本网所属版权作品,转载时须获得授权并注明来源“中国产业经济信息网”,违者本网将保留追究其相关法律责任的权力。凡转载文章,不代表本网观点和立场。版权事宜请联系:010-65363056。
延伸阅读


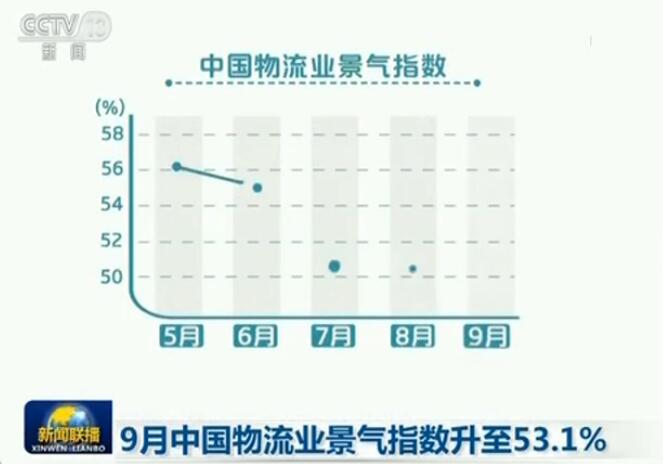 9月中国物流业景气指数升至53.1%
9月中国物流业景气指数升至53.1%

版权所有:中国产业经济信息网京ICP备11041399号-2京公网安备11010502035964